
S100掘進機檢修工藝流程
S100掘進機檢修工藝流程
S100掘進機主要技術參數:
1、型號:S100
總體長度:~8.3m
總體高度:~1.8 m
總體寬度:~2.8 m、2.4 m、2.05 m
總體重量:~2.5t
2、截割范圍:
高度:~2.3~4.6 m
寬度:~2.5~5.3 m
面積:~21㎡(定位截割)
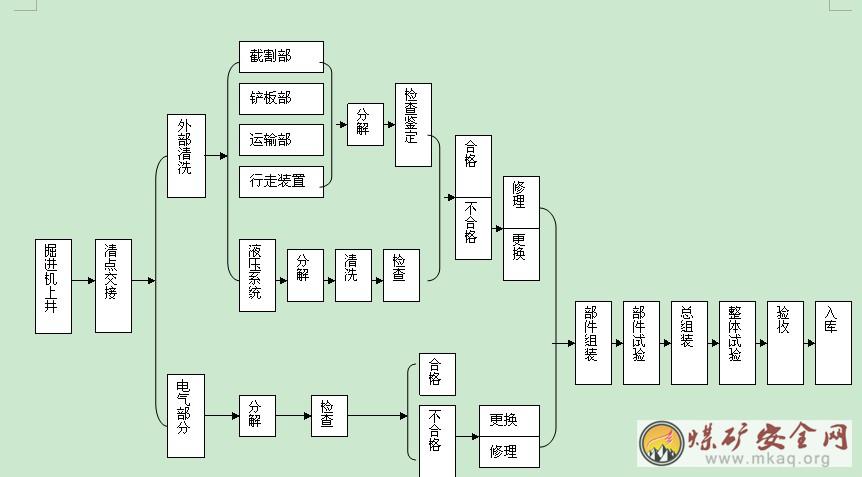
S100掘進機上井之后,其檢修的主要內容為:
1、對掘進機的截割部、鏟板部、第一運輸機、行走裝置等上井沖洗、分解、清洗、檢修、修理或更換;
2、各種油缸全部分解、清洗、檢查、修理,對鍍層有銹蝕、劃痕或碰傷超過標準的,應重新電鍍,更換全部密封件并做打壓試驗;
3、閥類備件全部分解、清洗、更換損壞的零部件,更換全部密封件,按規定做打壓試驗,逐個調整安全閥的壓力。逐條檢查高壓膠管,更換全部密封件和不合規格的高壓膠管;
4、對掘進機電氣部分,全部分解、檢查、修理或更換;
5、作好檢修記錄。
根據掘進機維修的工藝流程圖(見下頁),設計S100掘進機的檢修工序為:
第一道工序:清洗掘進機
1、掘進機上井后進入廠房,打掃掘進機各部件上的浮矸,浮煤等雜物,以便沖洗。
2、用天車分別吊起掘進機各部件(除電氣部分),用高壓水(壓力達到30Mpa)沖洗各部件。
3、將清洗干凈的各部件碼放整齊,清洗場地。
第二道工序:截割部分檢修
S100掘進機截割部分檢修前分解成以下幾個部分:截割頭、伸縮部、切割減速機、截割電機等。
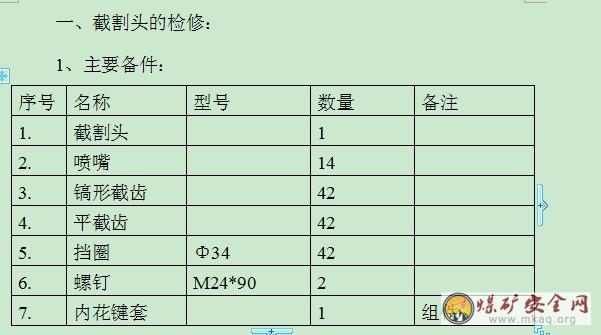
2、截割頭的質量標準:
(1)截割頭不得有裂紋,不得損壞噴嘴螺紋。
(2)滾筒端面齒座徑向齒座應完整無缺,其孔磨損不得超過1㎜,補焊齒座角度應符合技術文件要求。
3、檢修過程:
(1)截割頭要達到質量標準,對有裂紋或開焊的要報廢,噴嘴損壞的要更換。
(2)齒座應仔細檢查,對磨損較嚴重的必須切除,在焊接時注意角度。
(3)檢查內花鍵,鍵齒厚的磨損量不得超過原齒厚的5%,否則更換。
二、切削減速機的檢修

2、質量標準:
(1)軸的質量標準:軸不得有裂紋,嚴重腐蝕或損傷,直線度應符合技術文件的要求,軸頸加工減小量不得超過原軸頸的5%。軸與軸孔的配合應符合技術文件的要求,超差時,允許采用涂、鍍、電鍍或噴涂工藝進行修復。
(2)滾動軸承的質量標準:軸承允許不得有裂紋、傷痕、銹斑、剝落、點蝕和變色,保持架應完整無變形,轉動靈活,
無異響。軸承內圈與軸頸、軸承外圈與軸承座的配合應符合技術文件要求。滾動軸承徑向最大磨損間隙應符合文件要求。裝配軸承時不得沖嘛面或加墊,軸頸的表面粗糙度不得大于0.8,軸承座孔的表面粗糙度不得大于1.8。軸承應緊貼在軸間隔套上,不得有間隙,軸承裝配后應按規定加注適量的潤滑脂或潤滑油,用于轉動時軸承應能輕快靈活轉動,運行時無異響和異常振動。
(3)齒輪的質量標準:
①齒輪不得斷齒,齒面不得有裂紋和剝落等現象。
②齒面的點蝕情況達到下列之一時,必須更換。
A點蝕區高度為齒高的100%。
B點蝕區高度為齒高的30%,長度為齒長的40%。
C點蝕區高度為齒高的70%,長度為齒長的100%。
③齒面不得有嚴重膠合(即膠合達到齒高的1/3,齒長的1/2)。
④齒面的磨損不得超過下列規定:
A硬齒面齒輪、齒面磨損可繼續使用,但不得超過下列規定。
B軟齒面磨損量達到齒厚的5%。
C開式齒輪齒厚磨損達原齒厚的10%。
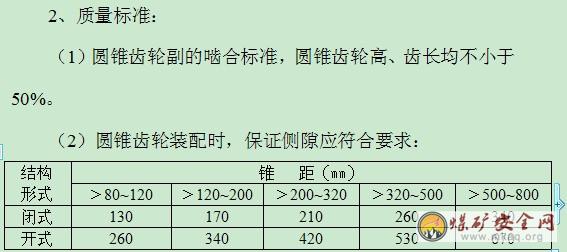
⑤圓柱齒輪副嚙合時,齒表中心線應對準,偏差不得大于1㎜。圓錐齒輪副嚙合時,端面偏差不得大于1.5㎜。
⑥圓柱齒輪副裝配時,其中心距極限偏差、最小側隙應符合技術文件要求。
⑦齒輪副側隙的檢查:用壓鉛絲法檢查齒輪的側隙時,在齒面沿齒兩端平行放置兩天鉛絲,鉛絲直徑約為該齒輪規定側隙的4倍,圓錐齒輪、弧錐齒輪不超過側隙的3倍。轉動齒輪擠壓后,測量鉛絲最薄處厚度,即為新測的側隙。
⑧齒輪裝完后,用人力盤動檢查,轉動應靈活、平穩并無異響。
(4)機殼的質量標準:
①機殼不得有裂紋或變形,允許焊補修復,鑄鐵、機殼只能在非主要受力部位焊補修復,并應有防止變形和消除內應力的措施。
②蓋板不得有裂紋或變形,接合面應平整嚴密,平面度不得超過0.3㎜。
③減速器軸孔磨損后,允許孔鑲套修復,但與其對應軸孔的平行度,兩錐齒輪的垂直度應符合技術要求。
④減速器箱體直接對口面的平面度不得超過0.05㎜。接觸面上的劃痕長度不大于接觸寬度的2/3,深度不超過0.3~0.5㎜。
⑤機殼或減速器的墊應平整,裝配時應涂密封膠。
⑥機殼及蓋板所有隔爆面,應符合防爆要求。
3、檢修過程:
(1)將切削減速器拆開,清洗之后分類碼放。
(2)按照軸承的質量標準,檢測各種軸承,若不達要求的,必須更換,在安裝軸承時,必須注意軸承的安裝要求。
(3)仔細檢查各齒輪,有損壞的齒輪必須更換,在安裝齒輪時,按照安裝質量標準,使之達到要求。
(4)檢查減速機箱,使之達到殼體的質量標準,有損壞的地方注意補焊修復。
(5)在最后安裝的過程中,所有的密封必須全部更換。
三、伸縮部的檢修:
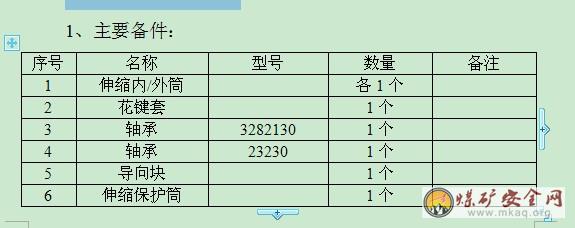
2、檢修伸縮部的質量標準:
可伸縮切割臂應伸縮自如、可靠;伸縮距離應符合技術文件要求。
3、檢修過程:
(1)拆卸伸縮部,并清洗各部件。
(2)檢查伸縮保護筒前端的磨損,并對磨損部分及時修理。
(3)拆卸軸承并檢查軸承是否合格,不合質量標準的必須更換。
(4)檢查花鍵套,花鍵的接觸齒數應不少于2/3,鍵齒厚的磨損量不得超過齒厚的5%,否則更換。
(5)將檢修好的各部件組裝完好,組裝的過程中,注意各部件安裝后的情況。
四、截割電機的檢修:
我單位使用的電機一律對外維修。
五、將已檢修好的截割頭、伸縮部、切削減速機、截割電機組裝完好,注意安裝過程中各部件的配合,使之達到要求。
第三道工序:S100掘進機鏟板部檢修工序
S100掘進機鏟板部分可以分解成以下幾個部分:鏟板減速器、耙爪組件、從動輪裝置、中間軸裝置、聯軸節等裝置。
一、S100掘進機鏟板部減速器的檢修:
1、主要備件:
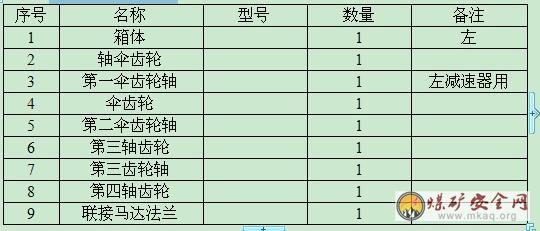
(3)鍵的質量標準:
A鍵的表面應光潔平整,四角倒棱,材質的抗拉強度不低于45號鋼的強度。
B鍵和鍵槽之間不得加墊,鍵槽磨損后,允許加寬原鍵槽的5%,輪與軸的鍵槽寬度必須一致。
C鍵裝入鍵槽后,其工作面應緊密貼合,接觸均勻,非工作面應按規定留有間隙。
3、檢修過程:
(1)檢查各齒輪是否完好,達不到質量標準的必須更換。
(2)檢查軸承同上。
(3)各種平鍵及鍵槽必須達到完好標準,否則更換。
(4)馬達均對外維修,然后檢驗達到質量標準。
(5)組裝減速器時應注意軸承與軸之間的配合情況,齒輪與齒輪之間的嚙合情況,使之達到安裝要求,在組裝時,所有的密封件全部更換。
二、耙爪組件的檢修:
1、主要備件:
序號 名稱 型號 數量 備注
1 耙爪 2 鑄造
2 耙爪聯桿 2
3 耙爪圓盤 2
4 圓盤軸端蓋 2
2、耙爪質量要求:
(1)裝煤爪不得彎曲變形,與聯桿連接的孔應符合原設計要求。
(2)裝煤爪應轉動靈活,裝煤爪臂下平面與鏟煤板表面在轉動的圓周上允許間隙為2~5.5㎜。
(3)鏟煤板襯板不得有裂紋,最大磨損不得超過原厚度的1/3。
3、檢修耙爪組件:
(1)檢查耙爪是否彎曲變形,若已彎曲變形必須調直,使之達到圖紙要求。
(2)檢查鏟煤板襯板是否有裂紋,若有裂紋必須打開破口,重新焊接,使之完好。
(3)檢查圓盤的軸,是否符合圖紙要求,否則對此軸重新焊接加工或更換。
三、鏟板部聯軸節和中間軸裝置的檢修:
1、主要備件:
序號 名稱 型號 數量 備注
1 中間軸 Φ44*980
2 聯軸節 2組
3 半聯軸器 4 45
4 鍵 10*8*43 2
2、檢修過程:
(1)將中間軸裝置和聯軸節分別拆開,清洗。
(2)認真檢查鍵與鍵槽,使之達到質量要求和配合要求。
(3)仔細測量軸的直線度,檢查中間軸是否完好,否則更換或調直維修。
(4)檢查聯軸節是否完好,否則更換。
(5)將檢修好的各部件組裝好。
最后組裝鏟板裝置,使之達到配合要求,動作靈活可靠。
第四道工序:S100掘進機行走部檢修工序
S100掘進機行走部可分為:行走部漲緊彈簧、漲緊輪組、履帶組、行走減速器、下四轉輪組、漲緊油缸等裝置,下面分別詳解各部分的檢修情況。
一、行走部漲緊彈簧的檢修:
1、主要備件:
序號 名稱 規格型號 數量 備注
1 彈簧 2
2 彈簧座Ⅰ、Ⅱ 各2個
3 擋板 2
4 螺栓 M16*642 8
2、行走部漲緊彈簧的檢修過程:
(1)檢查漲緊彈簧是否有斷裂,否則更換。
(2)檢查螺栓,不得有彎曲,螺紋損傷不得超過螺紋強度的一半,且連續不得超過一周,否則更換螺栓。
(3)將檢修好的各部件組裝完善。螺母必須擰緊,螺栓的螺紋應露出螺母1~3個螺距。
二、行走部漲緊輪組的檢修:
1、主要備件:
序號 名稱 規格型號 數量 備注
1 漲緊輪 2
2 漲緊輪軸 2
3 滑動軸承 2
2、滑動軸承質量標準:
(1)滑動軸承的工作表面不得有裂紋、傷痕、重皮、剝落或點蝕。局部出現鉤痕或損傷時,允許修復使用。
(2)軸頸與軸瓦的頂間隙應符合規定,軸瓦的側間隙約為頂間隙的1/2。
(3)軸瓦與軸頸的承載部分應有90°~120°的弧面角度接觸,其接觸長度不得小于軸瓦長度的80%。
3、行走部漲緊輪組的檢修過程:
(1)檢測漲緊輪,使之達到質量標準。
(2)仔細檢查滑動軸承,在其質量標準允許的范圍內對部分損壞的進行修復,其它損壞的應全部更換。
(3)檢修各螺紋孔。
(4)在組裝行走部漲緊輪組時,注意滑動軸承安裝是否合適,否則重新安裝。
三、行走部履帶組的檢修:
1、主要備件:
序號 名稱 規格型號 數量 備注
1 履帶板 72
2 履帶鏈環 144
3 螺栓 288
4 套筒 68
5 可拆銷 4
2、質量標準:
履帶板無裂紋或斷裂。
履帶銷子軸最大磨損不得超過0.5㎜。
銷子套不得有裂紋,最大磨損不得超過0.5㎜。
3、履帶組的檢修過程:
(1)認真檢查每塊履帶板,發現有裂紋或斷裂的必須更換。
(2)認真檢查每履帶銷軸對磨損量大的必須更換。
(3)檢查各螺栓,使之符合要求。
組裝履帶組。
四、行走減速機的檢修:
1、減速機規格:
使用油壓馬達 柱塞馬達ME300
減速比 1/45.38
輸入軸轉數 243rpm
輸出軸轉數 5.37 rpm
潤滑油 200號工業齒輪油
2、齒輪規格:
第一段 第二段 第三段
齒輪 G1 G2 中心輪 行星輪 內齒 中心輪 行星輪 內齒
槽數 5 5.5 5.5
壓力角 20° 20° 20°
齒數 23 47 11 17 46 14 15 46
分圓直徑 115 235 60.5 93.5 253 77 82.5 253
齒寬 25 25 27 25 116 80 52 116
減速比 1/2.043 1/5.182 1/4.286
3、主要備件:
序號 名稱 規格型號 數量 備注
1 行星輪架 280V/280A 各1個
2 G1/G2正齒輪 各1個
3 中心齒輪 280V3/280A 各1個
4 行星輪 280V3/280A 3/5
5 軸承 6015/6016 3/1
6 軸承 23124 2
4、行走減速機的檢修過程與此前減速器檢修過程一樣。
五、行走部下回轉輪組的檢修:
1、主要備件:
序號 名稱 規格型號 數量 備注
1 轉輪 2
2 轉輪軸 2
3 轉輪軸承 4
2、中、下回轉輪組的檢修過程:
(1)將下回轉輪組分解、沖洗。
(2)檢查轉輪,使之達到質量標準。
(3)檢查轉動軸,測量其直線度,修復達到要求。
(4)檢查轉輪軸承,對達不到質量標準的必須更換。
(5)檢修其它部位,將檢修好的各部件組裝完善,并對其所有密封更換。
六、S100掘進機行走部其它裝置的檢修:
1、其它裝置部分的備件:
序號 名稱 規格型號 數量 備注
1 驅動輪 2
2 驅動輪壓板 2
3 履帶護板Ⅰ、Ⅱ 左1、右1
4 底盤壓板 4
2、這部分的質量要求:
(1)支承輪直徑磨損不得大于5㎜。
(2)驅動鏈輪與導向鏈輪齒部磨損不得超過原齒厚的20%。
(3)導向鏈輪銅套磨損后最大頂隙不得超過0.5㎜。
(4)耐磨鐵的磨損不得超過表面硬化層厚度的50%,切必須保持履帶不得碰及其它裝置。
3、這部分備件的檢修:
(1)檢查各驅動輪,使之達到質量要求,原則要更換驅動輪。
(2)檢查其它殼體,要殼體質量標準檢測,并修理好。
七、最后將修理并組裝好的各部件組裝成兩個行走裝置,并檢測行走裝置之間的配合,履帶松緊適宜,其松弛度應符合文件要求。
第五道工序:S100掘進機第一運輸機的檢修工序
第一運輸機是由以下幾個主要部分組成:鏈條擋板、溜槽、刮板鏈、減速機、液壓馬達、運輸機底板等。
一、第一運輸機刮板減速機的維修:
減速機的維修同上。
二、第一運輸機刮板鏈:
1、主要備件:
序號 名稱 規格型號 數量 備注
1 刮板 30
2 鏈子 Φ14*50 60
3 聯接環 60
4 螺栓 M16*66 60
2、圓環鏈及鏈輪的要求:
(1)圓環鏈節距伸長量應不大于原節距的2%,鏈環直徑磨損量不得大于1~2㎜。
(2)鏈輪齒面應無裂紋或嚴重變形,最大磨損量:節距22㎜以下不得大于5㎜,節距22㎜以上不得大于6㎜。
3、刮板鏈的檢修過程:
仔細檢查鏈子、聯接環和刮板,對有裂紋或嚴重變形的必須更換。
三、溜槽的檢修:
將溜槽拆卸之后,查看溜槽的磨損量及溜槽是否開焊,對此要進行補焊。
第六道工序:S100掘進機本體部的檢修
本體部是掘進機的基本框架,它主要包括以下幾個部分:本體架、回轉臺、照明燈、上部蓋板、電纜保護罩等。
一、這部分的主要質量標準:
機架不得有裂紋,左右兩側不得彎曲。
二、本體部的檢修過程:
1、檢查本體架、回轉臺是否有裂紋,若有裂紋要打開破口進行焊接。
2、對各螺紋進行過扣,使之完好。
3、檢查照明燈是否完好。
第七道工序:S100掘進機液壓系統的檢修工序
S100掘進機的液壓系統是一套完整的液壓系統。
1、主要備件:
序號 名稱 規格型號 數量 備注
1 伸縮千斤頂 1
2 鏟煤板油缸 2
3 升降油缸 2
4 回轉油缸 2
5 后支撐油缸 2
6 漲緊油缸 2
2、質量標準:
油缸的質量要求:
(1)油缸活塞桿表面:
①軸向劃痕深度小于0.2㎜,長度小于50㎜。
②徑向劃痕深度小于0.3㎜,長度小于圓周的1/3。
③輕微擦傷面積小于50㎜2。
④同一圓周上劃痕不多于2條,擦傷不多于2處。
⑤鍍層出現輕微銹斑,整件上不多于3處,每處面積不大于25㎜2。
⑥表面粗糙度不得大于0.8,缸體內孔的不得大于0.4。
⑦直線度不得大于2‰。
(2)缸體不得彎曲變形,內孔的直線度不得大于0.5‰。
(3)缸體不得有裂紋,缸體端部的螺紋、環形槽或其它連接部位必須完整。
(4)閥類:
解體后各類閥的零部件必須徹底清洗,所有孔道,退刀槽及螺紋孔底部均不得存有積垢、鐵屑及其它雜物。密封件一般應更換新品。
②閥上所有彈簧不得有銹斑或斷裂,塑性變形不得大于5%。
③閥體及各部件不得有裂紋、變形或缺陷。
④閥裝配后,無論有壓與無壓,操縱應靈活,操縱力應符合該閥的技術要求。
⑤閥的定位準確、可靠、穩定,定位指針要清晰。
膠管:
①接頭無嚴重銹蝕、變形、毛刺、能順利插入配合件,在無壓工況下應可以自由旋轉。
②檢修時,必須重新更換O型圈。
③膠管外層橡膠在每米長度上其破損不多于兩處,破損面積每處不大于1c m2, 破損處距管接頭在200mm以上,且金屬網未被破壞。無拆痕、壓痕或明顯的永久變形。
④膠管內部必須嚴格清洗,不得存有積垢。
3、檢修:
針對以上的檢修標準,認真檢修各類油缸、閥類、膠管,使之達到質量標準。
第八道工序:電氣部分的檢修工序
電氣部分的檢修按照中國煤炭工業部頒發的《煤礦機電設備檢修質量標準》嚴格檢修。
第九道工序:整體組裝工序
將修理完好的各部分組裝完好,使之達到以下的質量要求:
1、各手把、按鈕動作靈活可靠,接觸器、轉換開關等電器元件動作靈敏,工作性能正常。
2、各指示燈顯示無誤。
3、警鈴、完全裝置的動作正確無誤。
4、轉載機和裝運機構的啟、停順序符合要求。
5、各機構的操作手把位置應符合操作指示牌的要求。
6、操縱閥放在中間位置,啟動油泵,持續空運轉半小時。
7、切割臂在水平位置、上極限位置、下極限位置,各運轉不少于半小時,如有變速,各檔均按此試驗方法進行。懸臂在水平位置時反向運轉不少于10分鐘。
8、履帶行走向前、向后行駛距離各不小于25米,跑偏不大于5%;左、右轉向各三次;轉向角度不小于90度。
9、裝載、回轉和輸送分別在中間、左側和右側極限位置。同時進行試運,每個位置持續時間不少于5分鐘,各部轉動靈活、工作平穩、無卡阻現象。
10、各部密封不漏油,懸臂位于水平位置、鏟煤板位于正中上極限位置,轉載機置于水平位置,持續51h油缸不應有下沉。
以上各質量標準均參照中國煤炭部頒發的《煤礦機電設備檢修質量標準》(1987)。
