
《機械制造基礎》考試試題
注意事項:
1.請首先按要求在試卷的標封處填寫您的姓名、班級、學號。
2.在試題后答題,可不寫題目,但要注明題號。
題號 一 二 三 四 五 總分
分數
評分人
一、填空題(30分)
1、刀具切削部分材料的要求有 、 、
、 、 。
2、加工精度是指零件加工后的實際幾何參數與理想幾何參數的符合程度。它包括三個方面 、 、 。
3、切削熱溫度過高,傳入工件的切削熱,會導致工件受熱 ,而影響 。
4、常見的車床附件有 、 、 、 、 。
5、切削加工一般分為 、 和 三個階段。
6、加工表面質量包括零件表面微觀 和 的物理、力學性能兩個方面內容。
二、名詞解釋(20分)
1. 刀具耐用度
2. 機械加工工藝系統
CA6140
基準
5. 時間定額
三、簡答題(20分)
1.機械產品的制造過程有那些?
2.金屬切削過程應具備那些條件?
3.刀具磨損的原因有那些?
4. 什么是機械加工精度?包含的內容有哪些?
四、計算題(10分)
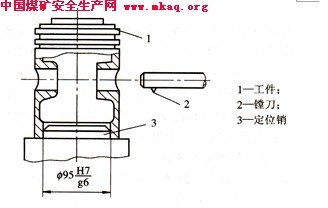
如圖所示,在鏜床上錘活塞銷孔。活塞銷孔軸線對活塞裙部內孔軸線的對稱度要求為0.2mm,活塞以裙部內孔及端面定位,內孔與限位銷的配合為∮95H7/g6,求對稱度的定位誤差。
五、論述題(20分)
1、保證裝配精度的方法有那些?
2、常用的孔加工刀具有那些?
一填空答案:
1、高的硬度、良好的耐磨性、足夠的強度和韌性、高的熱硬性、良好的工藝性。
2、尺寸精度、形狀精度、位置精度
3、伸長和膨脹、加工精度
4、卡盤、頂尖、中心架、跟刀架、落盤
5、答:切削加工一般分為粗加工、半精加工和精加工三個階段。
6、幾何形狀、表面層材料
二、名詞解釋(20分)
1. 刀具耐用度:刀具由刃磨后開始切削,一直到磨損量達到刀具磨鈍標準所經過的總切削時間。
2. 機械加工工藝系統:一般把機械加工中由機床、刀具、夾具和工件組成的相互作用,相互依賴,并具有特定功能的有機整體,稱為機械加工工藝系統。
CA6140:(CA6140型臥式車床)
C——類別代號(車床)
A——結構特性代號(結構不同)
6——組別代號(落地及臥式車床組)
1——系別代號(臥式車床系)
40——主參數(最大車削直徑400mm)
4.基準:基準就是用來確定生產對象上幾何要素之間幾何關系所依據的點、線或面。
5、時間定額:是指在一定生產條件下,規定生產一件產品或完成一道工序所消耗的時間。它是安排作業計劃,進行成本核算,確定設備數量、人員編制以及規劃生產廠地面積的重要根據。
三、簡答題(20分)
1.機械產品的制造過程有那些?
答:從輸入原材料,到毛胚制造過程,到零件加工過程,再到裝配調試過程,最后輸出產品。
2.金屬切削過程應具備那些條件?
答:必須具備三個條件:工件與刀具之間要有相對運動,即切削運動;刀具材料必須具有一定的切削性能;刀具必須具有適當的幾何形狀,即切削角度。
3.刀具磨損的原因有那些?
答:有以下幾種:磨粒磨損、粘結磨損、擴散磨損、相變磨損、化學磨損(氧化磨損)、熱電磨損等。
什么是機械加工精度?包含的內容有哪些?
答:機械加工精度是指零件加工后的實際幾何參數(尺寸、形狀和表面間的相互位置)與理想幾何參數的符合程度。
零件的加工精度包含三方面的內容:尺寸精度、形狀精度和位置精度。
四、計算題(10分)
解 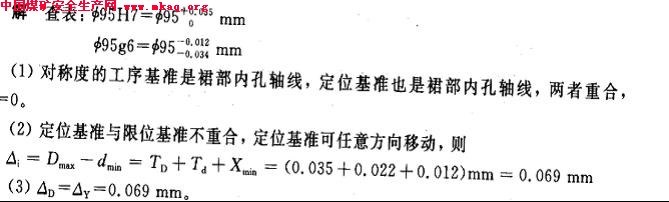
1、保證裝配精度的方法有那些?
答:(1)、互換裝配法 在裝配時各配合零件不經修理、選擇或調整即可達到裝配精度的
方法。
(2)、分組裝配法 在成批或大量生產中,將產品各配合副的零件按實測尺寸大小分組,裝配時按組進行互換裝配以達到裝配精度的方法。
(3)、修配裝配法 它是將影響裝配精度的各個零件按經濟加工精度制造,裝配時通過去除指定零件上預先的修配量來達到裝配精度的方法。
(4)、調整裝配法 在裝配時用改變產品中可調整零件的相對位置或選用合適的調整件以達到裝配精度的方法。
2、(1)、在實體材料上加工孔的刀具:有中心鉆——用來加工各種軸類工件的中心孔;扁鉆——切削時前角小、導向差、排屑困難、重磨次數少、生產效率低,但軸向尺寸小,剛性好,結構簡單制造成本低,刃磨容易;麻花鉆——工作部分又可分為切削部分和導向部分。
(2)、對已有的孔進行加工的刀具:擴孔鉆——擴孔時導向好,軸向力小,切削條件優于麻花鉆鉆孔;忽孔;絞刀。
